咨询热线
18561061888
 更新时间:2026-03-04
更新时间:2026-03-04 点击次数:161
点击次数:161
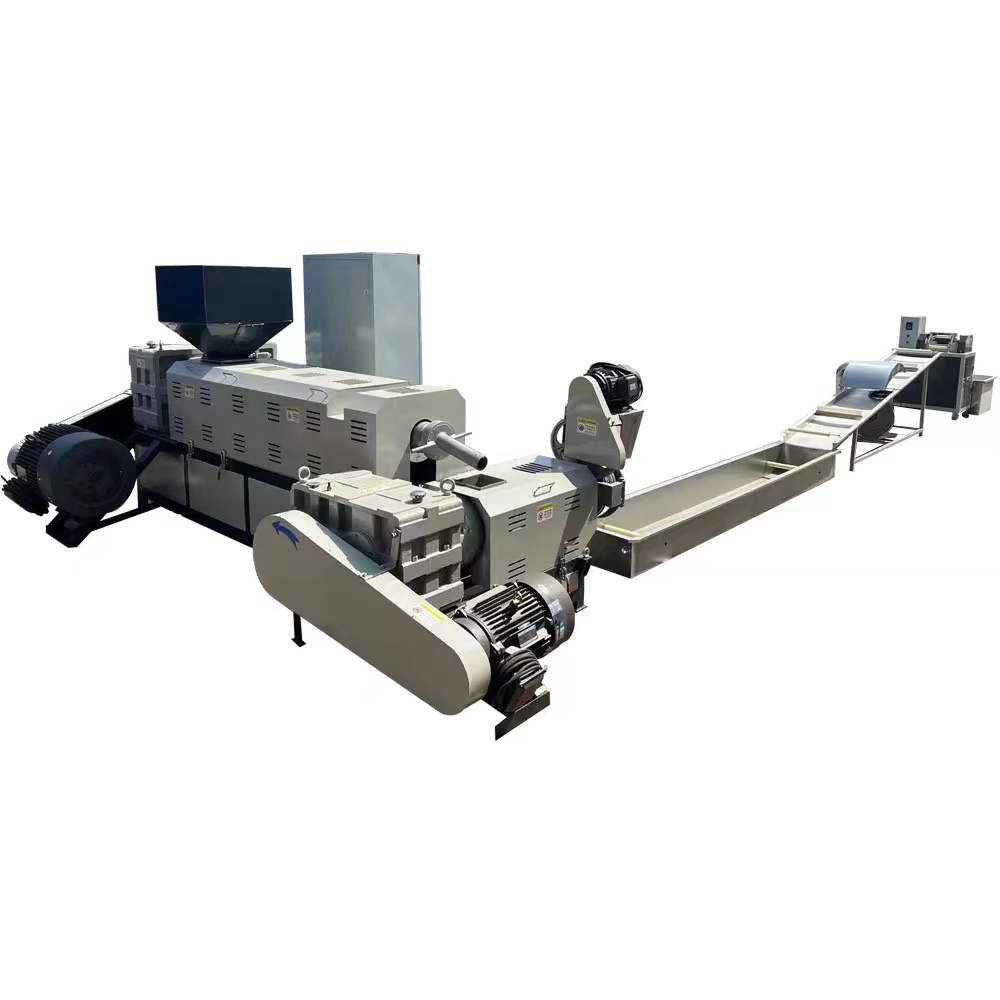
塑料造粒机的日常保养与维护是确保设备长期稳定运行、降低故障率、延长使用寿命的关键环节。
原料检查与控制
确保进料纯净,严禁金属、沙石、异物混入料斗。
原料需干燥处理,避免潮湿物料导致水汽进入机筒,引发断条或空心颗粒问题。
润滑系统检查
检查各润滑点(如轴承、齿轮箱)是否已加注润滑油,保持润滑充足。
轴承温升不得超过50℃,若发现发热或异响,应立即停机检修并补充黄油。
加热系统监控
预热时间要充分,通常达到设定温度后恒温15分钟再启动螺杆。
加热后需重新紧固机筒与机座连接螺栓,防止热膨胀导致松动。
螺杆操作规范
螺杆必须低速启动,空转时间不超过2–3分钟,避免干摩擦损伤。
无料时禁止长时间空转,防止螺杆与机筒磨损加剧。
运行状态巡检
各转动部位噪音与振动情况
电机电流电压显示是否正常
冷却水温度(建议50–60℃)
挤出产品外观质量(有无断条、粘连、黑点等)
每天巡检内容包括:
清洁与紧固
接班时清理设备油污,紧固松动螺母。
切粒机需及时清除粉尘和散落粒料,防止堵塞或污染。
清理残料时仅使用竹质或铜质工具,严禁用钢刀刮削或火烤螺杆。
常见故障预警与应对
出料不均或断条:检查模具是否堵塞、水温是否过高/过低、原料是否塑化不良。
设备异常振动:排查底座螺栓是否松动、主轴轴承是否磨损、传动对中是否偏移。
电机过载:观察电流表持续超载应立即停机,排查异物卡阻、润滑不良或温度不足等问题。
模头粘连或不成条:多为模头温度过高,可稍作降温即可恢复,一般无需停机。

 首页
首页
 当前位置:
当前位置:



 扫码加微信
扫码加微信